
- Главная
- /
- Изготовление ножей
- /
- Изготовление клинка на гриндере (всадной монтаж).
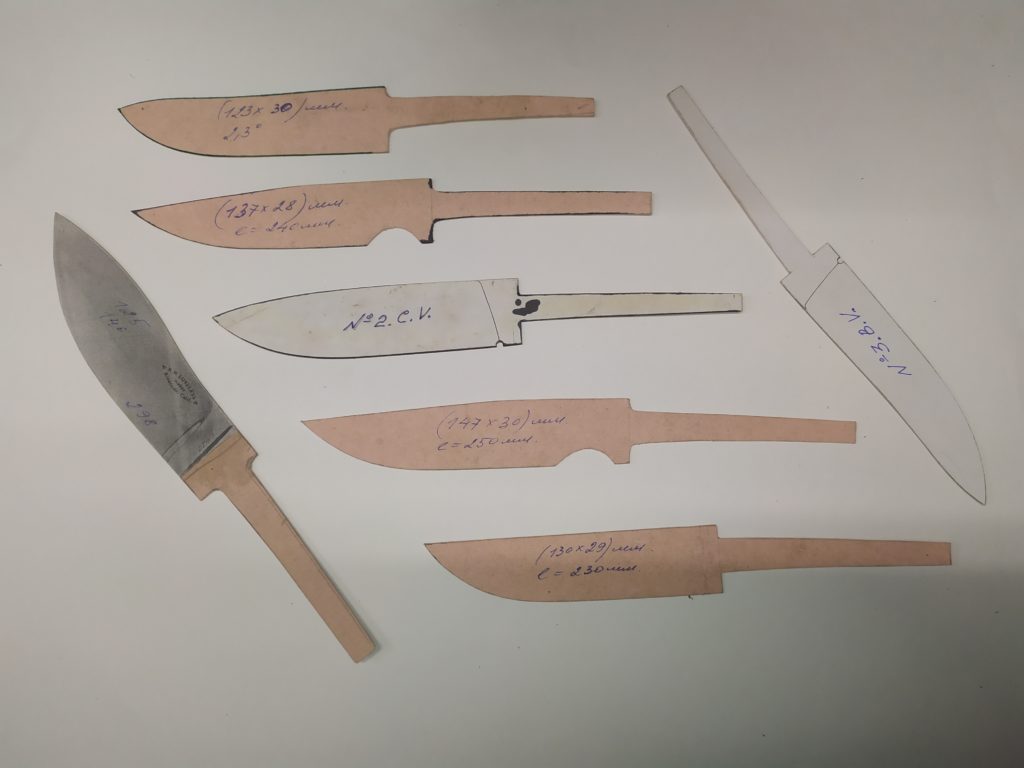
Разметка клинка
Сначала надо вычертить будущий клинок с хвостовиком на картоне в натуральную величину и вырезать его ножницами по контуру. Затем накладываем шаблон клинка на стальную пластину и обводим маркером.
Контуровка клинка
Контуровку клинка делаем на гриндере на грубой ленте с зерном 36. Рекомендую оставить запас в 3 мм. к длине и 2 мм. к ширине клинка.
Слесарка прямых спусков клинка
Для получения красивых и симметричных спусков клинка на гриндере потребуется штангель и наклонная приспособа. Отмечаем середину штангелем со стороны режущей кромки. Прижимаем клинок зажимом к приспособе, выставляем угол и начинаем слесарить. Начинаем с ленты с крупного зерна 36. Следим за равномерностью поднимания големени и сужению режущей кромки с обоих сторон клинка. На этом зерне слесарим пока големень не поднимится к обуху на (5-7) мм. Потом слесарим, последовательно меняем ленты на меньшее зерно: 36, 60, 80, 120, 180. Если вы хотите получить поперечный сатин на клинке, то на этом можно остановиться, а если зеркало, то переходим к полировке. Следим, чтобы линия Рикаса была симметрична с двух сторон клинка.

Полировка прямых спусков клинка
Полировку прямых спусков клинка можно продолжить на гриндере далее уменьшая зерно лент. Завершаем зеркало на ленте 1000. Далее на войлоке с пастой. В итоге мы получаем клинок с зеркальными прямыми спусками от обуха и тонким сведением на режущей кромке 0,2 мм.

Каким должен быть хвостовик клинка
Хвостовик клинка делается в зависимости от формы будущей рукояти: или прямой или оттянутый в сторону режущей кромки. Размеры цельного хвостовика должны быть не менее (90*15/10) мм.(длинна хвостовика, ширина у плечиков, ширина в конце хвостовика). И обязательно делайте «елочку» на хвостовике. Это позволит клинку лучше держаться при вклейке рукояти.


0 Комментариев